For years I have wanted to make these double station vises for production workholding in my shop. I wanted the cost to be low enough to be able to dedicate an entire vise to a job vs just the jaws so I didn’t have to swap jaws, just grab the vise, mount it in the machine, and it is ready to make parts. These vises are designed for production without compromise and only use soft jaws that you machine to fit your part. They are very good at not collecting chips and are quick to swap parts in. These are the vises I like to use to make parts up to 4″ in size. I have a few videos on YouTube of me using them and showing how well they work if interested.
The way that dual station vises work is special in that the clamping loads are isolated to the jaws, jaw carriers, and leadscrew so the vise bodies don’t flex around when you clamp the parts, which is damn near unique in part clamping. They use 4 dowel pins to hold the fixed jaw in place so your machined part pockets in the vise jaws will be as accurate as you can machine them, the only thing the vises have to do is repeat, which they do well. All of the inaccuracies of the vise and mounting plates will not matter since you are machining the locating surfaces in situ.
As for the website, photos, and videos, I do those myself. While they are not as professional as they could be I like doing this work, and doing so adds flexibility and saves a lot of time and money, so I hope you will overlook the lack of polish. We only sell direct through our website so you avoid any additional markups for the best possible prices.
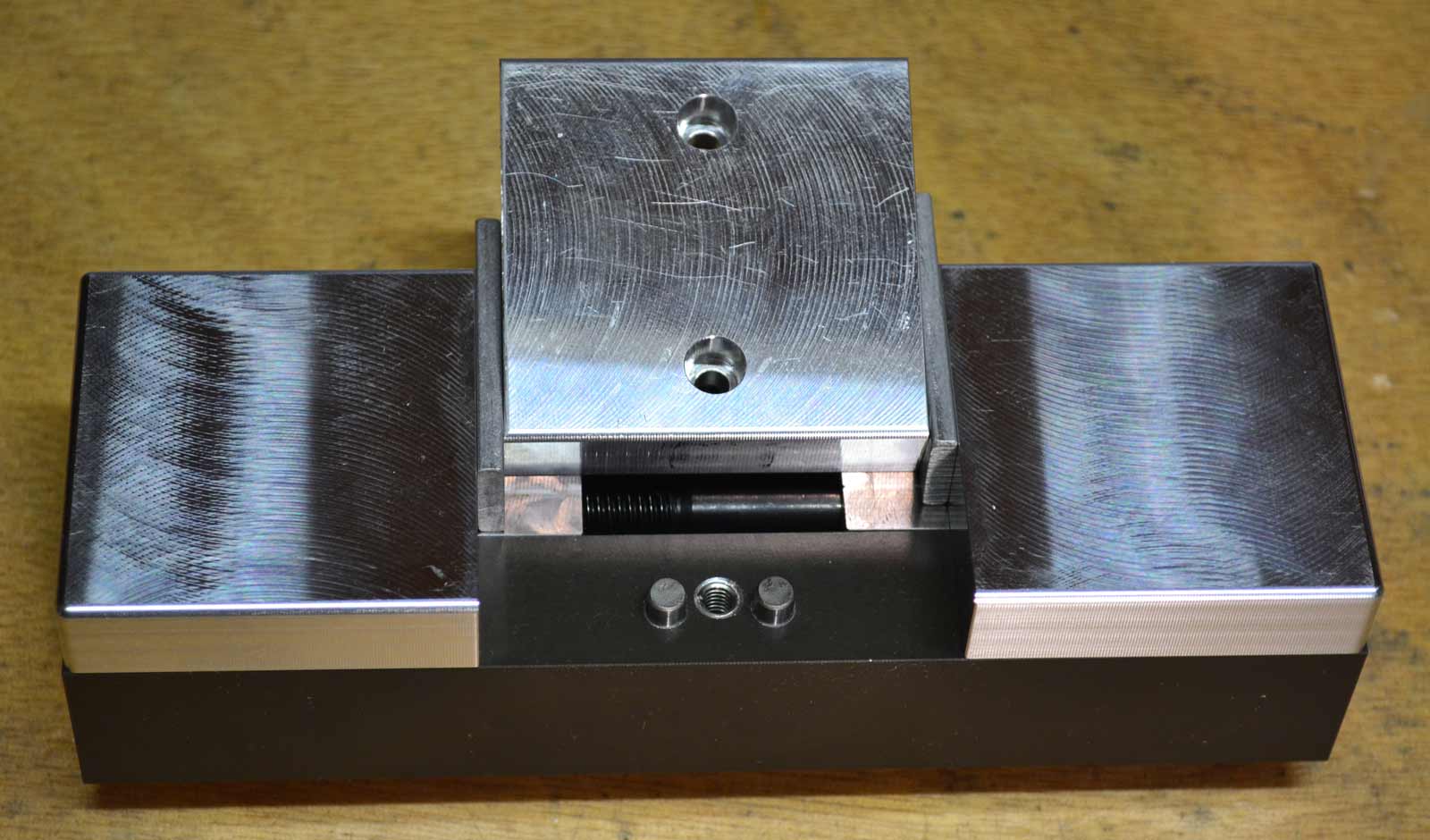
Below is a 2″ vise with the jaws removed with the design and parts being typical of all the vises we make. The jaw carriers protrude above the vise body .312″ and are .5″ or .625″ wide depending on the size of vise. These are a soft jaw only production vise. You must always cut the jaws to the shape of the part you wish to hold and are expected to only loosen them enough to remove the part. While they can be more versatile, the further from the design intent you drift the more issues you may encounter.

With the fixed jaw pulled to the side you can see how the jaw carriers extend under it to keep the chips out. This chip shield is another reason the jaw travel is so small, but a worthy compromise to keep the chips out of your vises during long production runs.
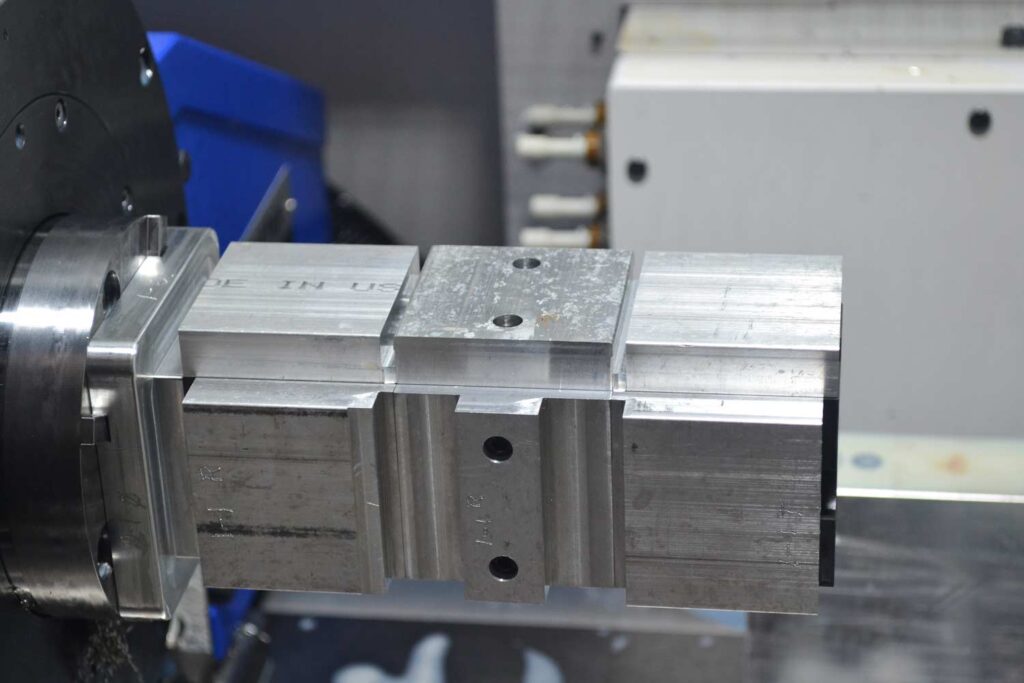
On the 8 station vise below the top jaws are ready to cut. They are tightened with 1/8″ shims between the jaws to the same tension as is expected to hold the parts. These jaws are the standard finish, the premium finish would be fully machined with all edges radiused or broken like in the photo above.
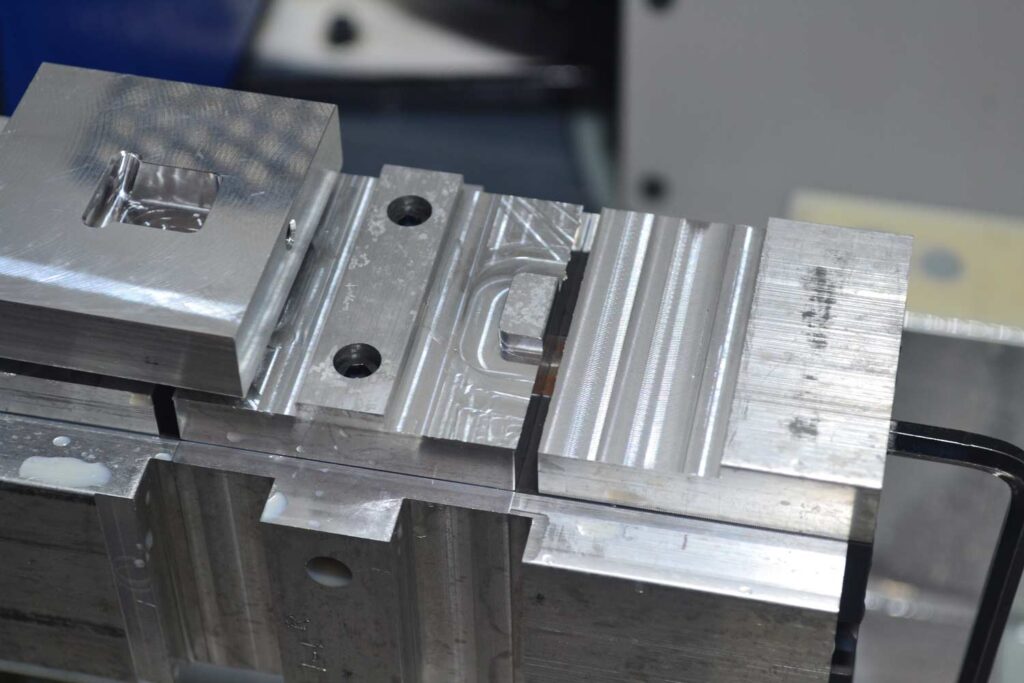
Here are the jaws after they have been cut and the shims removed so they are ready to clamp the parts. These jaws have been cut to hold the 2″ moving jaws for the second op. The island on the fixed jaw is for locating the moving jaws with the jaw carrier pockets. The jaws on their side in the foreground are cut to hold 3/4″ bars for the first op of the jaw carriers.
This page explains how to Mount a vise to a rotary table
Using 2 vises and a tailstock to hold them to the drive platen will allow you to swap them in as little as 15 seconds of spindle down time. Doing this you can swap the parts in the vises while your machine is making more parts, significantly increasing production.
Or you can attach them with one bolt in the center to the drive platen. When mounted this way they are very solid, as can be seen in the video above, but after this video I probed the vise and the very end had moved .002″. I have been seeing movements of .001″ at the very end under normal machining when mounted without a tailstock. I suspect the error is mostly from the drive plate and can be improved, but if you need to hold tenths you want to use a tailstock or only use the stations closest to the rotary.